
全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
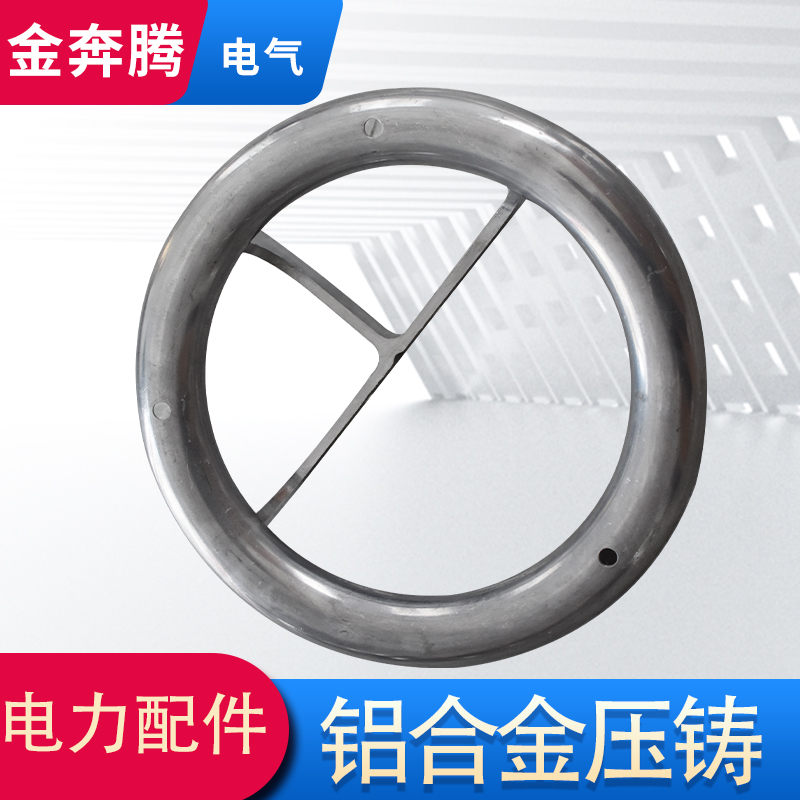
铝合金低压铸造是一种将液态合金在压力下自下而上压入型腔,并在压力下凝固而获得铸件的铸造方法,将干燥的压缩空气或惰性气体引入用于铝合金低压铸造的密封坩埚中,借助于作用在金属液面上的压力,金属液体通过流道从下到上沿着冒口平稳地埴充模具,并且模具填充压力通常为20-60千帕,铸件完全凝固后,释放液面上的气压。使提液管和浇注通道中未凝国的金属液靠自重流入坩埚,然后打开铸型,取出铸件。
铝合金低压铸造可采用砂型、金属型、石墨型等,高压铸铝充型过程不仅不同于金属型铸造、砂型铸造等重力铸造,也不同于高压高速充型压力铸造,纯金属液体埴充提高了铸件的纯度,由于熔渣一般浮在熔融金属表面,坩埚下部的熔融金属通过提液管埴充铝合金低压铸造件,完全避免了熔渣进入型腔的可能性。
在铝合金的低压铸造过程中,熔融金属的填充是稳定的,这减少或避免了填充过程中熔融金属的搅动、冲击和飞溅,从而减少了氧化渣的形成,铝合金低压铸造零件具有良好的成形性,加压埴充金属液可以改善金厘液的流动性,有利于形成轮廊清晰、表面光滑的铸件,低压铸造更有利于大型薄壁铸件的成形,铸件在压力作用下结晶凝固,能够充分喂入,结构紧凑。
铝合金的低压铸造提高了熔融金属的产量,通常不需要冒口,冒口中未冷凝的金属可以回流到坩埚中重新使用,从而大大提高了熔融金属的收率,一般可以达到90%,铝台金低压铸造操作方便,工作条件好,生产效率高,易于实现机械化和自动化,铝台金低压铸造也有一些缺点,设备和模具投资较大,在铝合金铸件的生产中,坩埚和液体冒口与熔融金属长时间接触,容易被腐蚀和报废,这也将增加熔融金属的铁含量并降低其性能。
本文由高压铸铝厂家整理,转载请注明来源!
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区


