全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
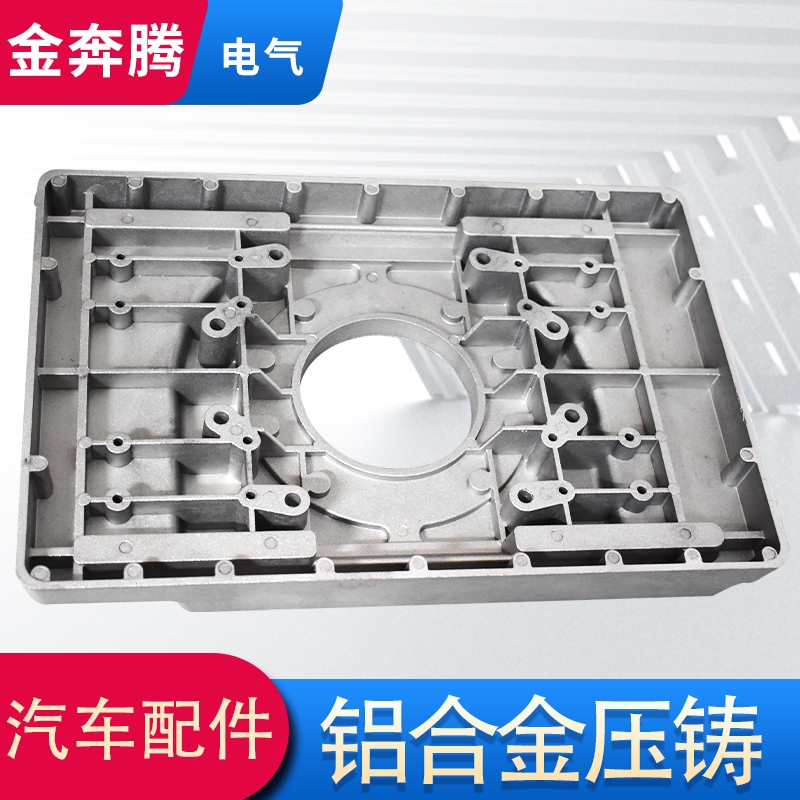
目前,铝合金广泛应用于航空航天、汽车、通信、机械制造、的和化工行业,随着压涛工艺的改进,合金成型铸中的质量标准高要求高,铸件表面不得有裂纹、间院、欠铸、缩松和任何穿诱缺陷。
那么铝合金铸成形与那些因素有关呢 造过程中的所有汲造因素、合金加热温度、模温度、成形复杂性、浇筑出口系统和浇筑形状都会影响铝合金压涛件的形,以压铸件常见缺陷气孔为例,简要分析铸造件缺陷的原因。
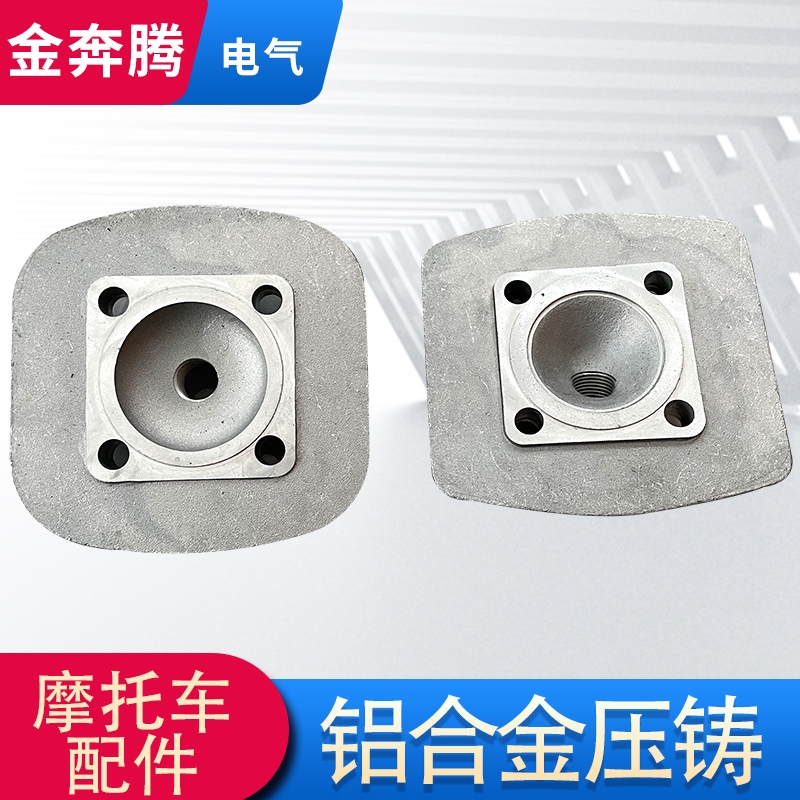
铝合金压铸孔形成原因分析,不仅是精细除气不良,铝铸造温度一股在600度左右,在此温度下,液体含量约为固体氢含量的20倍,所以银在冷凝过程中,会产生大量气休,需要释放,所以会出现大量不规则孔,这是铝液精细除气的作用。

其次,可能的原因是排气不良引起的气孔。对于排气不良引起的气孔,应改进模具排气通道,及时处理模具排气,免通道上残留的铝皮铝合金压铸成型也会有收缩孔。铝合金凝结时会,铸温度越高,收缩越大,体积收缩产生的孔存在于合金后的疑结置,形状不规测,严重时呈网状,通常在产品中,它与氢气沉况的孔同时存在,氢沉淀孔或卷曲孔周围有收缩孔,气泡周围有延伸到外部的丝状或网状孔。
然后是由于商品厚度差引起的孔隙问题,商品形状生往存在厚度差过大的问题,厚度中 心是铝液后解结的又域,也是容易出现孔算的高位,在生产过程中,应充分考虑精告温度和厚度位置的冷却速度。类似于这种模具设计,要注意点冷,增加冷却量。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区