全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
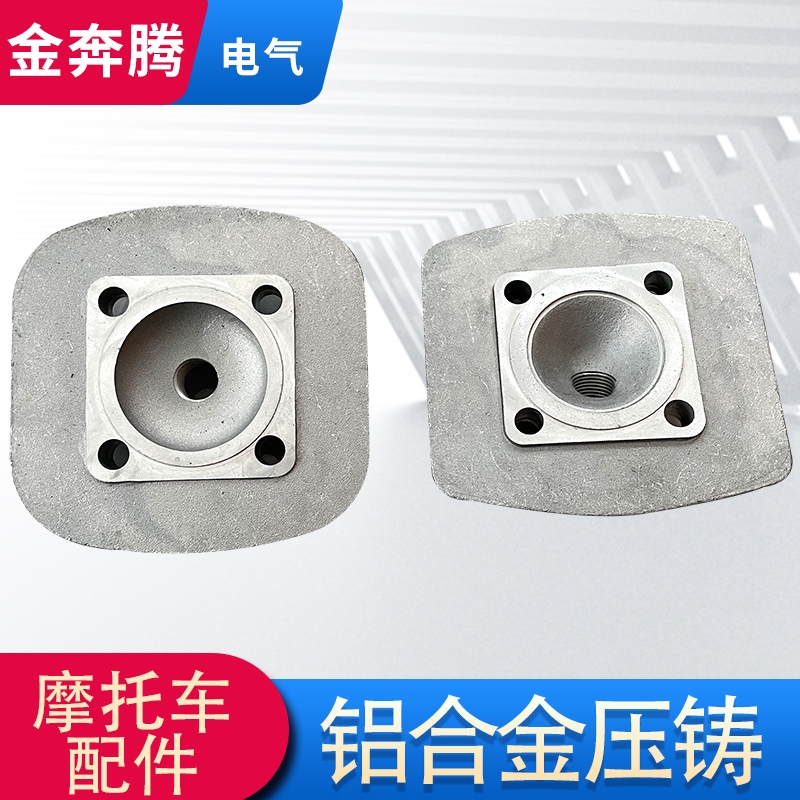
铝合金压铸加工磕伤应对措施!
铝合金压铸件加工工艺一般可分成:喷涂、粉末喷涂和电泳原理。产品工件经表层处理后,对于差异产品工件对外型和抗腐蚀的规定,采用适合的涂装工艺及机器设备,与此同时应留意罩光漆、干躁、制冷等工序的操纵,不然会对产品品质造成不良影响。虽然大家很当心,会有的情况下依然会使铝合金压铸件磕伤,大家需要如何面对呢?
1、出模取件或冲边后取件遇到模貝、机器设备或操作台的边、角等导致;
2、每个操作工序铝合金压 铸件堆积不合理;
3、各操作工序操作者操作不合理,如扔件等;
4、工序间装运,如未分隔维护、塌陷等;

5、各操作工序操作专用工具的磕碰,如铝压 铸取件勾、取件钳等,清除工序的挫刀、冲子等。
6、取件时留意,不允许磕碰;
7、按操作具体指导规定,不允许堆积,务必逐件齐整放置到工装夹具内;
8、不允许扔件,轻拿小心轻放,如铝合金压 铸件务必迟缓由操作台滑下,不允许相互之间磕碰;
9、工装夹具内铝合金压 铸件务必维护分隔,装运时要迟缓,避免塌陷或爆出铸造件;
10、恰当应用操作专用工具,避免磕碰。铝合金压 铸件取件不允许勾取或挟取铸造件本身。清除挫刀和冲子务必精 确操作在需清除的位置。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区