全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
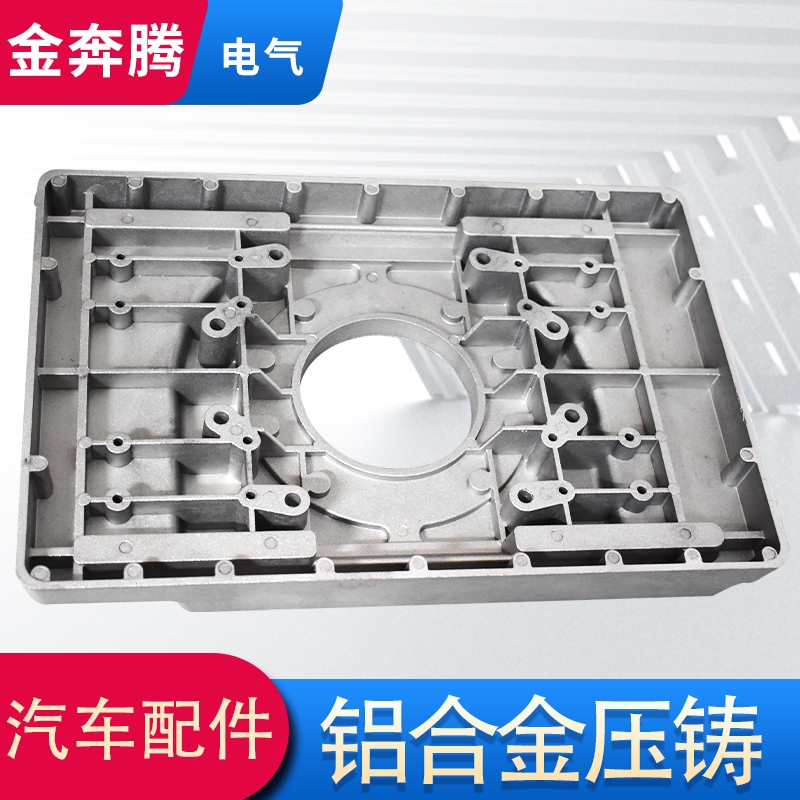
铝合金压铸加工生产_ 产品质量优。
铝合金压铸的熔点为580-740℃,使用时,铝合金压铸液温度控制在650-720℃。在不对模具预热的情况下铝合金压铸,型腔表面温度由室温直升至液温,型腔表面承受极大的拉应力。开模顶件时,型腔表面承受极大的压应力。数千次的铝合金压铸后,铝合金压铸模具表面便产生龟裂等缺陷。模具材料应选用冷热疲劳抗力、断裂韧性、热稳定性高的热作模具钢。

H13(4Cr5MoV1Si)是目前应用较广泛的材料,据介绍,国外80%的型腔均采用H13,现在国内仍大量使用3Cr2W8V,但3Cr2W8VT_艺性能不好,导热性很差,线膨胀系数高,工作中产生很大热应力,导致铝合金压铸模具产生龟裂甚至破裂,并且加热时易脱碳,降低铝合金压铸模具抗磨损性能,因此属于淘汰钢种。
马氏体时效钢适用于耐热裂而对耐磨性和耐蚀性要求不高的模具。钨钼等耐热合金仅限于热裂和腐蚀较严重的小型镶块,虽然这些铝合金压铸合金即脆又有缺口敏感性,但其优点是有良好的导热性,对需要冷却而又不能设置水道的厚铝合金压铸件铸模有良好的适应性。因此,在合理的热处理与生产管理下,H13仍具有满意的使用性能。
以上内容 有铝合金压铸厂家整理,欢迎来电咨询了解!
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区