全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
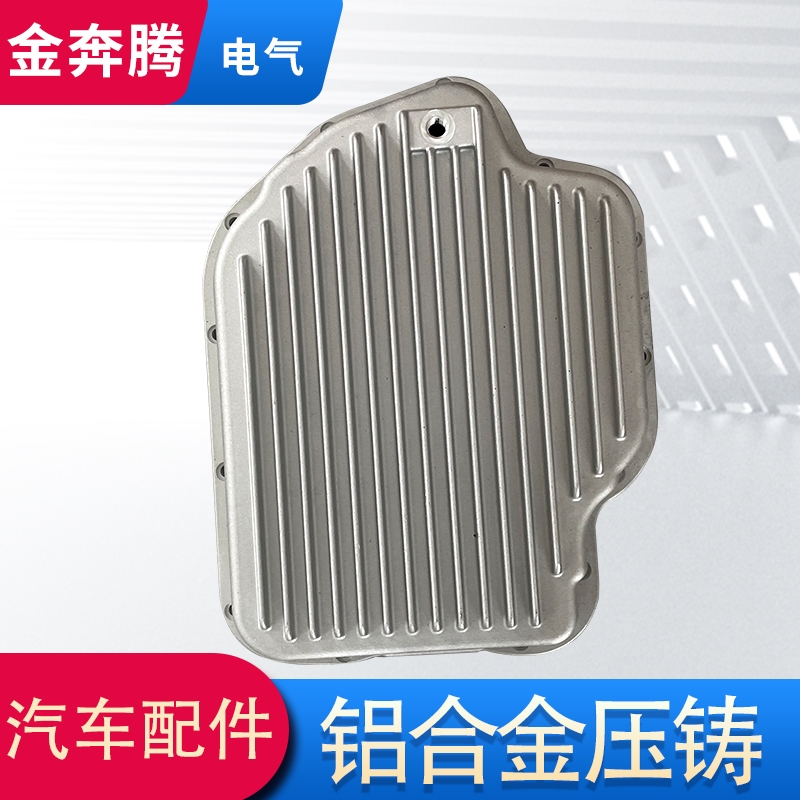
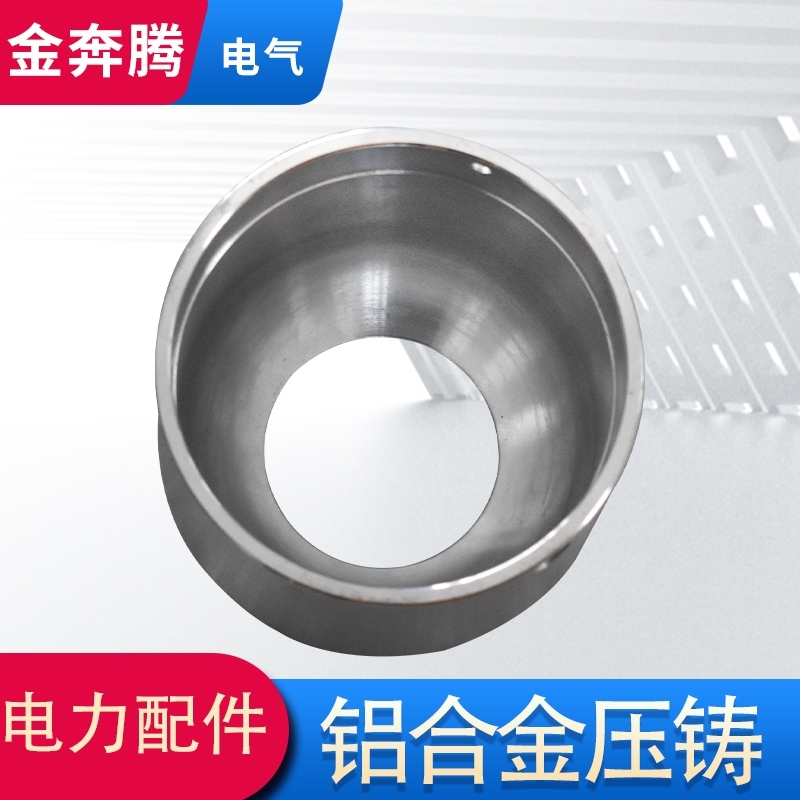
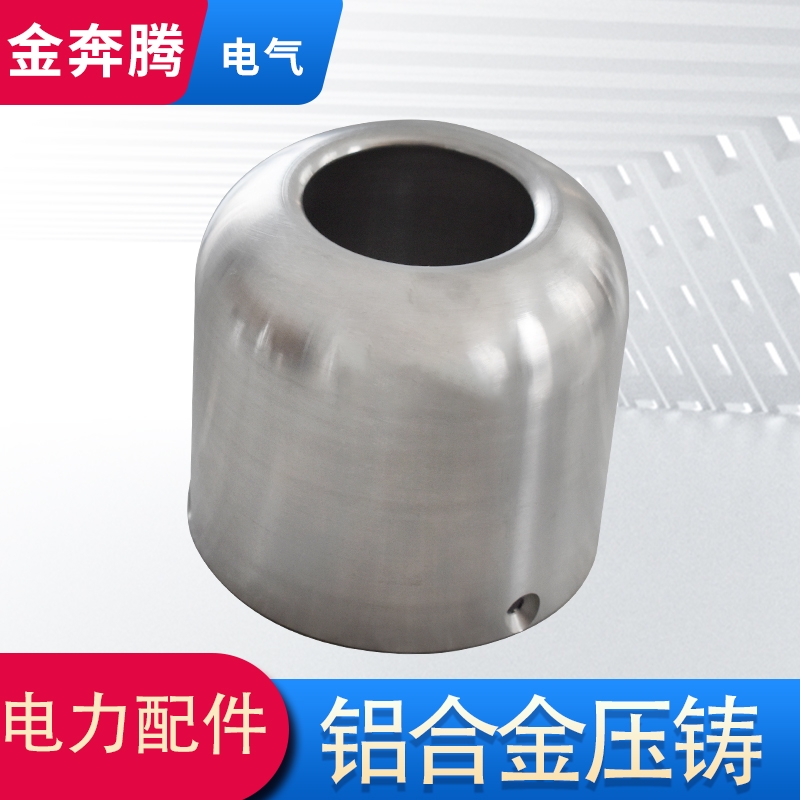
铝合金压铸 铝压铸模具 高压铸铝模具 加工定制!
低压铸铝的铸铝模具通常放置在密封的坩埚或保温炉上方。将压缩空气引入坩埚或保温炉中,这会在熔融金属表面产生低压(0.06〜0.15MPa),从而使铝液从立管上升并充满。是一种用于控制凝固的模具和铸造方法。
低压铸铝是一种铸造方法,可使液态铝合金在较低的压力下完成铝模腔的填充和凝固过程,从而获得高质量的铸件。由于低压(0.06〜0.15MPa),因此称为低压铸铝。

低压铸铝的过程是:在密封的坩埚或保温炉中,通过干燥的压缩空气,铝合金液体将在气压的作用下沿立管进入进料管并上升,并通过内流道腔顺利进入模具形状,并保持坩埚或保温炉中液体表面的气压,直到铝铸件完全凝固并形成为止。然后释放铝液表面的气压,立管中未固化的铝合金液流回坩埚或保温炉,打开模具并取出铸件。低压铸铝工艺的基本特征是可以适当调整填充速度和压力。
低压铸铝有两种类型的铸模:金属的和非金属的。金属模具主要用于大规模和批量生产的铝铸件,非金属模具主要用于单件小批量生产。例如,砂模,石墨模,陶瓷模和熔融模壳都可以用于低压铸铝,并且更多地用于生产中。但是,用于低压铸铝的砂型材料的透气性和强度应高于重力浇铸时的透气性和强度。空腔中的气体通过排气管和沙孔排出。
为了充分利用低压铸铝,铝合金在压力下将铸件从底部送入顶部。在设计工艺时,应考虑先固化远离浇口的零件,然后让浇口固化,以使铸件固化在此过程中,浇口将进料以实现顺序固化。
山东金奔腾电气有限公司本着“以服务求生存,以质量求发展”的经营理念,凭借“金牌服务,奔向辉煌,腾飞品牌”的信念,为国内及海外客户提供良好的服务,欢迎世界各界有识之士前来洽谈。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区