全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
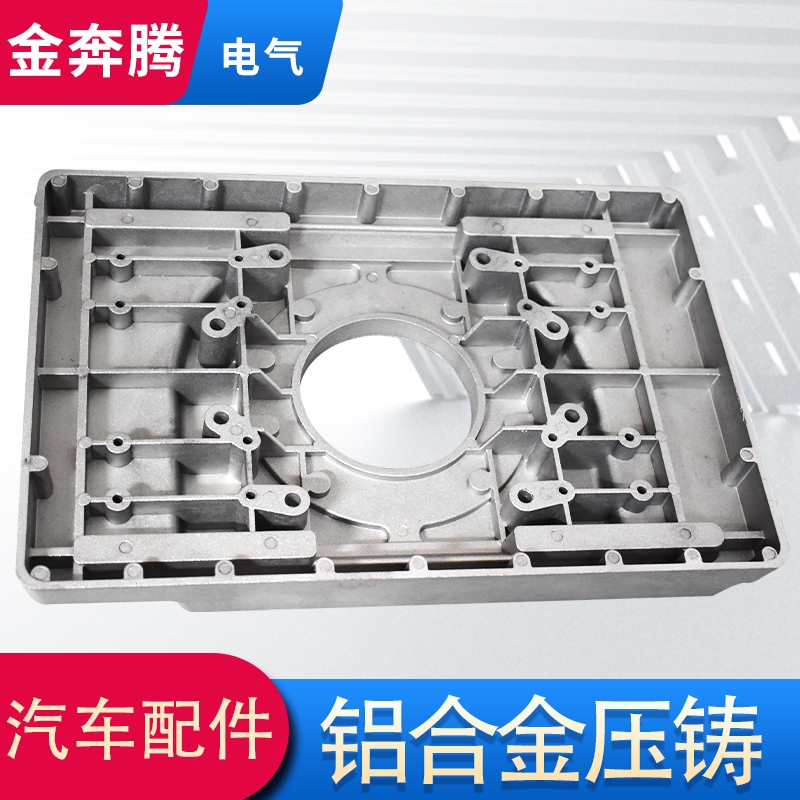
铝压铸件 铝合金压铸高压铸造 压铸铝件加工定制 厂家直销!
铝合金压铸的缺陷原因都有哪些呢?
铝合金压铸的缺陷原因都有哪些呢。铝合金压铸的缺陷原因分析
一、流痕和花纹
外观检查:铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属基体颜色不一样的无方向性的纹路,无发展趋势。
1.流痕产生的原因有如下几点:(1)模温过低;(2)浇道设计不良,内浇口位置不良;(3)料温过低;(4)填充速度低,填充时间短;(5)浇注系统不合理;(6)排气不良;(7)喷雾不合理。
2.花纹产生的原因是型腔内涂料喷涂过多或涂料质量较差,解决和防止的方法如下:
(1)调整内浇道截面积或位置;(2)提高模温;(3)调整内浇道速度及压力;(4)适当的选用涂料及调整用量。

二.网状毛翅(龟裂纹)
外观检查:压铸件表面上有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸。
1.产生原因如下:(1)压铸模腔表面有裂纹;(2)压铸模预热不均匀。
2.解决和防止的方法为:
(1)压铸模要定期或压铸一定次数后,应作退火处理、消除型腔内应力;
(2)如果型腔表面已出现龟裂纹,应打磨成型表面,去掉裂纹层;
(3)模具预热要均匀。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区