全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
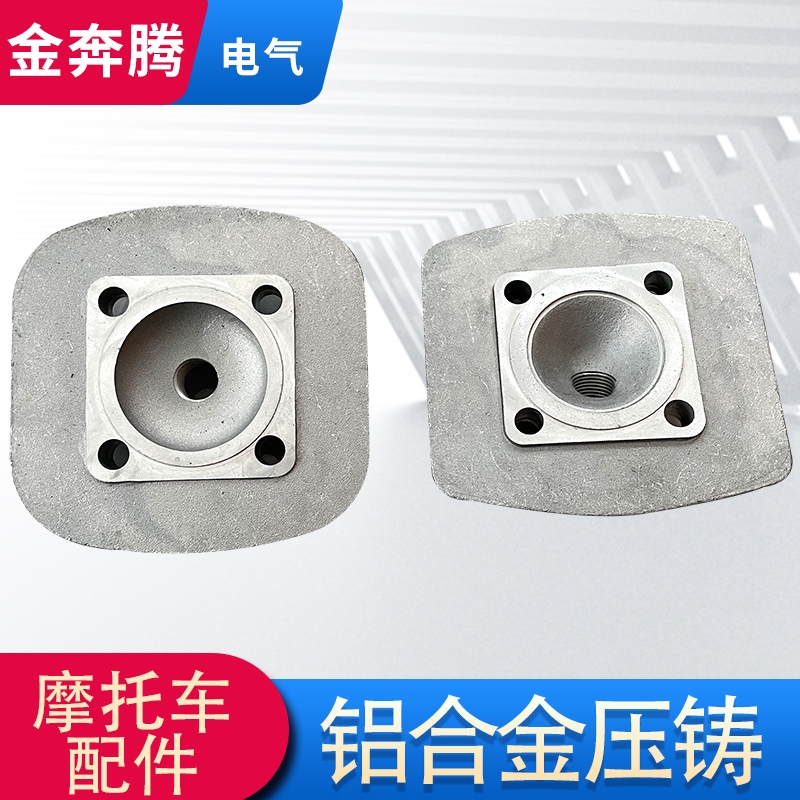
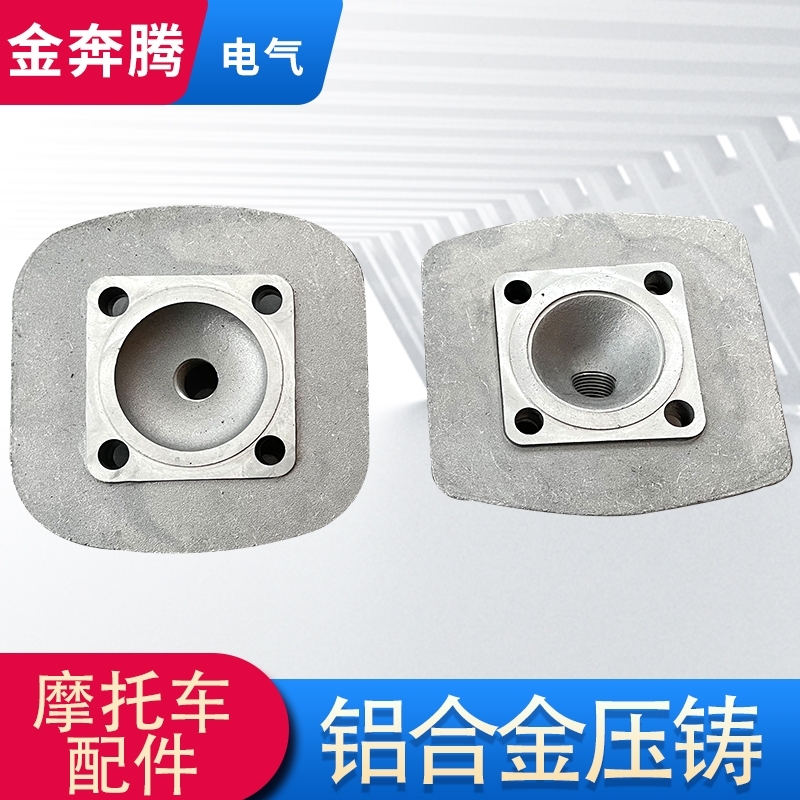
铝合金压铸件出现问题不用怕,小编这有解决方法 铝合金压铸加工是一项高效的金属零部件生产工艺,生产效率高、零部件质量好、尺寸精度高,同时,铝合金压铸加工也很少出现难以解决的问题,但是它出现的每一个问题都会对生产造成很大的影响,像铝合金压铸件这种零件都对于压铸工艺是有很高要求的,有着严格的标准。但是在铝合金压铸时难免会出现一些差错,比如在进行压铸过程中杂质太多,那么生产出的压铸件在焊接时气泡就会比较难处理。
出现问题不用怕关键是要知道如何解决问题,铝合金压铸厂家都希望以比较快的速度解决铝合金压铸加工的问题。 铝合金压铸件为什么会出现气孔呢?这是因为在进行压铸时金属也在进行定型和凝固过程中,有气体进入,这就导致了铸件表面产生了圆孔洞。
这些孔洞会为日后的加工带来麻烦,孔洞可能会进水,在生产过程中要适当去解决一下这些不良反应。关键是减少混入铸件内的气体量,怎么样做到呢?比较好的方法是不断加速向型腔内注入合金流,从而减少空气进入的机会。在凝固定型时,各个部分比较好同时均匀散热,保证整个金属铝合金压铸件同时凝固。在生产过程中出现问题不用担心及时解决就可以了。

1、粘模。
模具卸下来,用凿子一点点把粘模产品凿掉,有凿到模具,损坏模具的风险。另一个办法,可以用勺子把热的铝合金浇在粘模的铸件上,使铸件热膨胀,然后再把铸件顶出或撬出,需要注意安全。
2、型芯断裂。
模具卸下来,更换型芯。型芯可以设计成前面安装型的,就是型芯尾部设计成螺纹,在安装型芯的镶件上也打相应的螺纹,就可以在型芯断的时候,前面装型芯,不用卸模具。
3、型芯弯掉。
检查铸件有质量要求(有严格尺寸公差,不加工的型芯孔)的型芯孔,发现拉模的话,就说明型芯弯掉了,如上操作。
4、顶杆断。
模具卸下来,更换顶杆。
5、浇口附近冲蚀。
在模具保养的时候,安排人手打光冲蚀表面。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区