全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
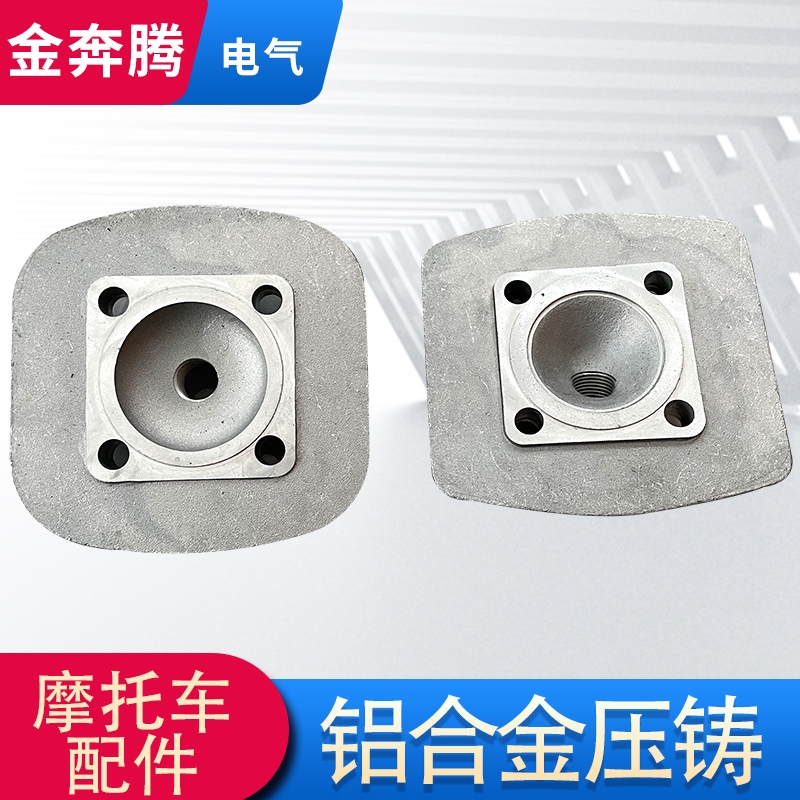
哪些会造成铝合金压铸件抛丸后起皮?
在汽车行业中,铝合金压铸件市场越加壮大,所以在压铸生产过程中也遇到各种各样的问题,那么铝合金压铸件抛丸后表面起皮怎么处理呢 ?
由于铝合金压铸件抛丸是为了使铸件得到进一步的压实,通常每平方厘米受力为3千克力左右,如果铝合金压铸件在加工过程中本身存在质量问题,在抛丸压实时就会产生起皮现象,这与铝合金压铸件起皮非同一概念,这一点要区分开来。 一般铝合金压铸件抛丸后表面起皮的产生原因有以下几点:

1、模具或压射室(熔杯)未清理干净;
2、压射压力不够,(还需注意压射时动模有否退让现象);
3、浇注系统开设有点问题,合金液进入型腔有紊流现象;
4、模温问题;
5、压射时金属液飞溅严重。
通过分析原因,我们就可以一项一项排除找出解决的方法,控制问题的产生,并压铸出好的铝合金压铸件。
铝合金压铸是一种非常实用的加工工艺。主要是利用压力在进行加工和生产,但是作为一种机械设备在进行使用的时候总是会出现一些大大小小的问题,在出现问题的时候只有更好的解决问题,才能更好的保证下次生产的时候减少问题的发生。今天铝合金压铸件加工出现流痕和花纹是怎么回事。
压铸是一种金属铸造工艺,铝合金压铸件密铸造,其特点是利用模具腔对融化的金属施加高压,类似于塑料的注塑成型。压铸特别适合制造大量的中小型铸件,因此压铸是各种铸造工艺中使用较广泛的一种。同其他铸造技术相比,压铸的表面更为平整,拥有更高的尺寸一致性。然而,铝铸造价格,不规范的操作和参数也会产生种类众多的缺陷。
以上内容由铝合金压铸厂家整理。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区